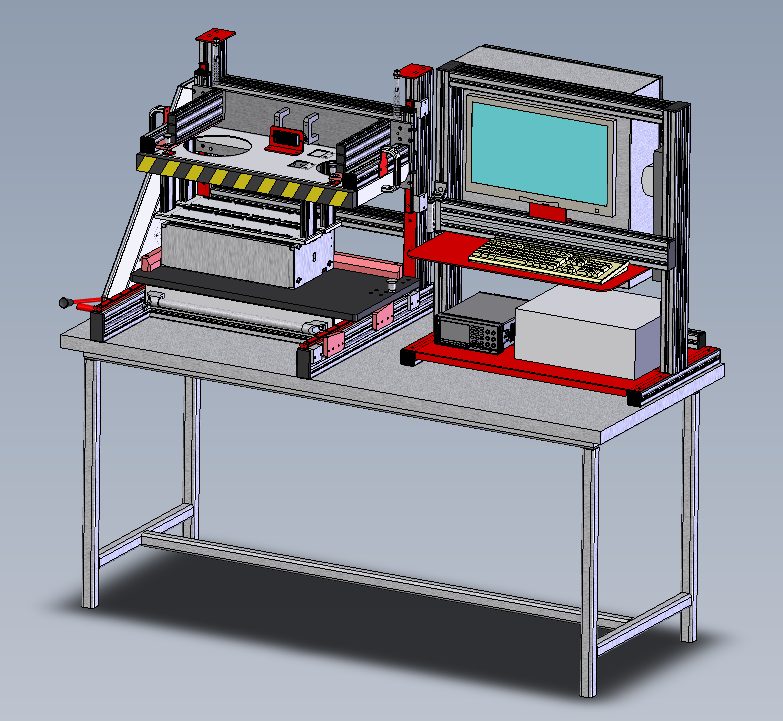
Pour l’un de nos clients dans le secteur automobile, nous avons développé une machine d’assemblage et de contrôle automatisée.
Cette machine permet l’approvisionnement et l’assemblage automatique, le contrôle process, le contrôle produit, le marquage laser et le conditionnement de modules électroniques.
Un poste opérateur permet une interaction en toute sécurité avec l’opérateur.
Notre client a plusieurs enjeux : nombre de référencesà produire, temps de cycle, contrôle process, contrôle produit, traçabilité, autonomie et coût d’industrialisation.Nous avons donc développé une machine d’assemblage articulée autour d’un plateau tournant 8 positions.
Position 1 et 2 / chargement boîtier :
Le poste de travail permet un approvisionnement manuel rapide des boîtiers (5s/produit) avec assistance au positionnement via un capteur laser Keyence IL100 et un posage dédié pour maintenir la cadence.
Un éclairage LED RGB informel’opérateur du statut machine.
Enfin, la sécurité et l’ergonomiesont assuréespar une barrièreimmatérielle Keyence GL offrant une large zone de travail.
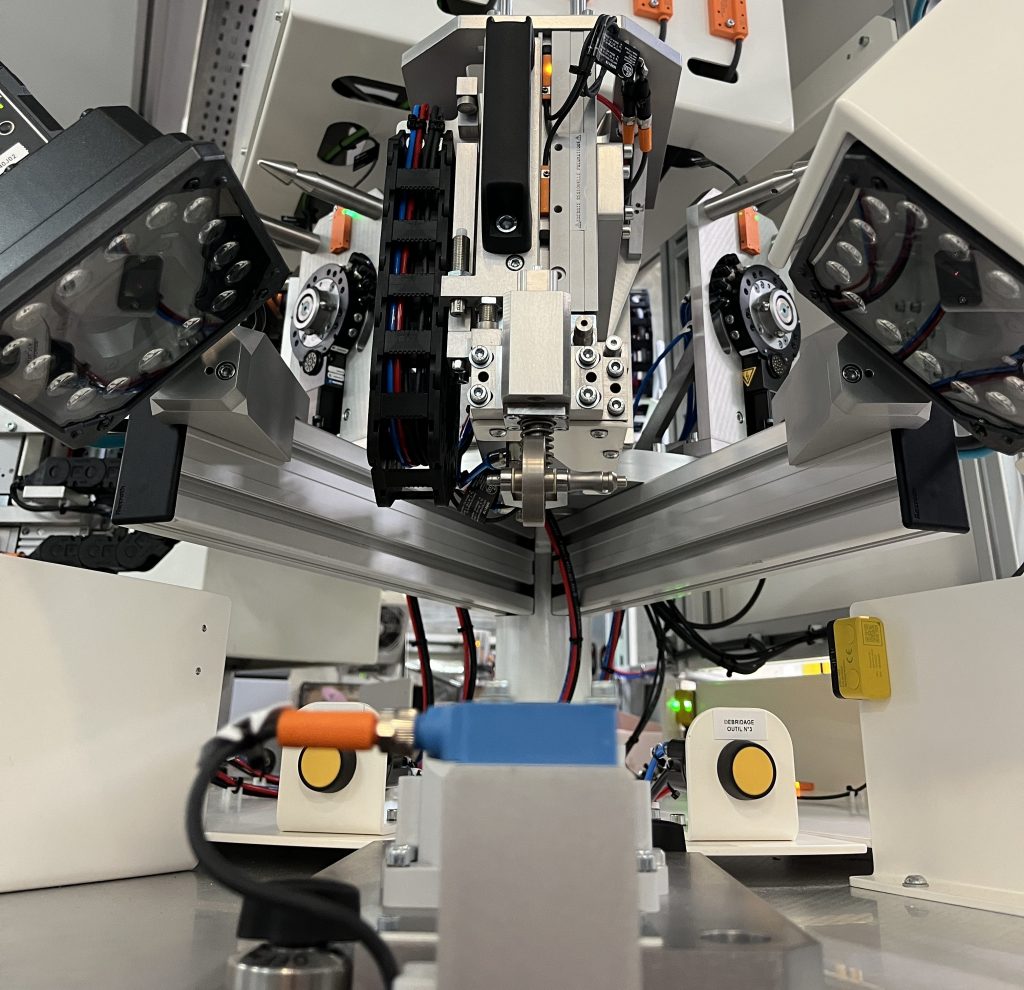
Position 3 / assemblage PCB :
L’approvisionnement des PCB est fait via un Quasys JTF2 plus, garantissant une production continue et sécurisée.
Un capteur de vision Keyence IV3 contrôle le remplissage des plateaux sans perte de temps de cycle.
Le robot Staubli TX2-60 avec sa pince Schunk EGK25 assure le Pick & Placerapide et adaptable.
Enfin, deux systèmes de vision Keyence VS-L 160MX réalisent les contrôles produits et process.
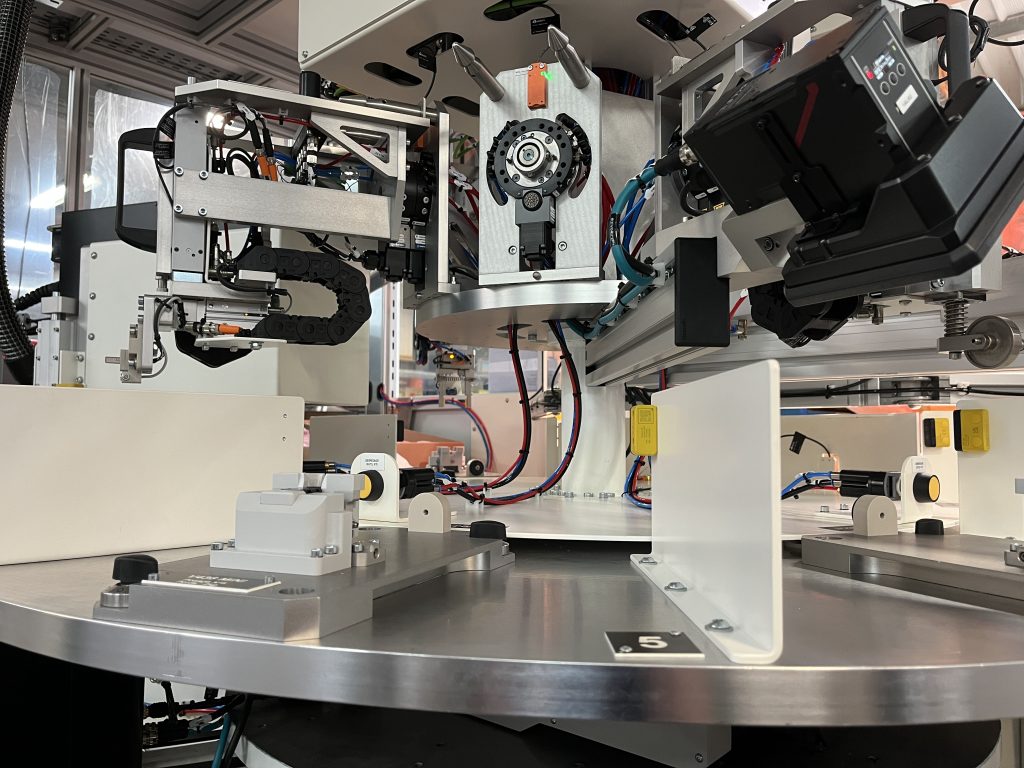
Position 4 / fermeture produit :
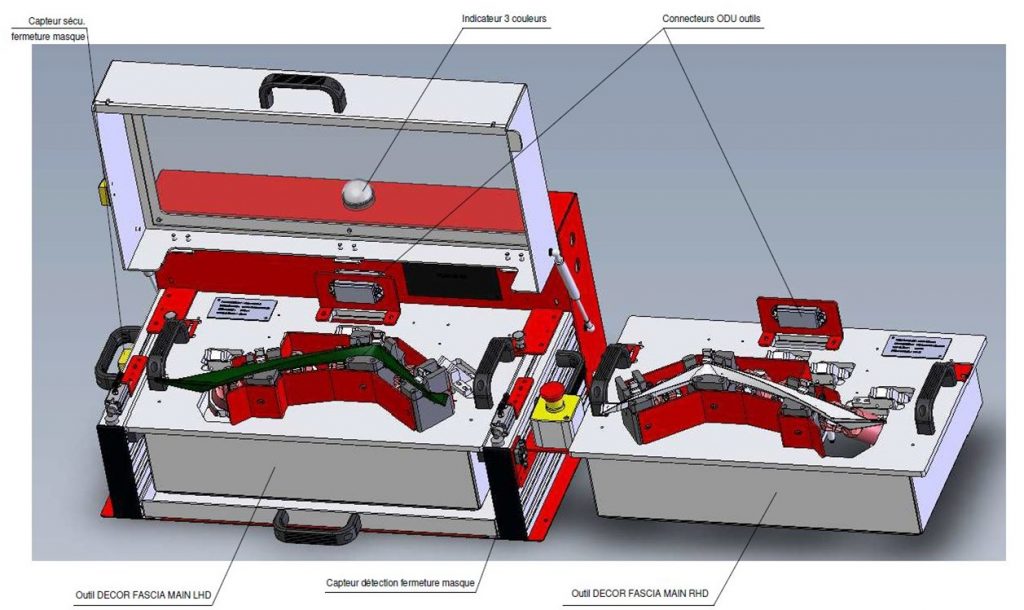
Les boîtiers plastiques sont fermés et clipsés à l’aide d’outils spécifiques conçus pour le client.
La conformité de la fermeture est ensuite vérifiée par deux systèmes de vision Keyence VS-L 160MX exploitant des outils d’IApour contrôler plusieurs zones critiques du produit.
Position 5 / poste libre :
Une position libre a été intégrée pour anticiper un futur contrôle optique (coordonnées chromatiques et flux) nécessitant alimentation, pilotage et mesure via spectromètre.
Elle est équipée d’un changeur d’outils Schunk SW précâblé et d’une platine de fixation facilitant l’ajout de matériel.
Cette conception garantit l’évolutivité du postetout en utilisant un plateau tournant standard.
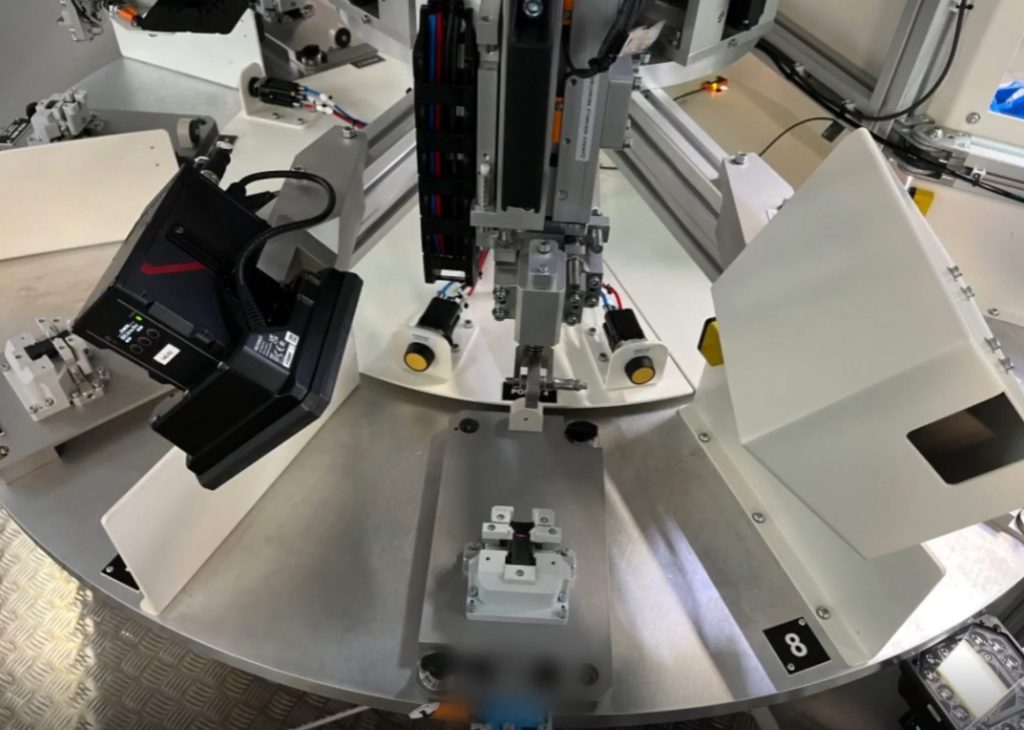
Position 6 / Test :
La conformité des produits est vérifiée par un système de visionKeyence VS-L 500MX avec éclairage coaxial.
Le contrôle fonctionnel s’effectue via un connecteur cloche relié à une passerelle LIN NI USB-8506 et au séquenceur EasyTest, assurant le testet la communicationavec le produit.
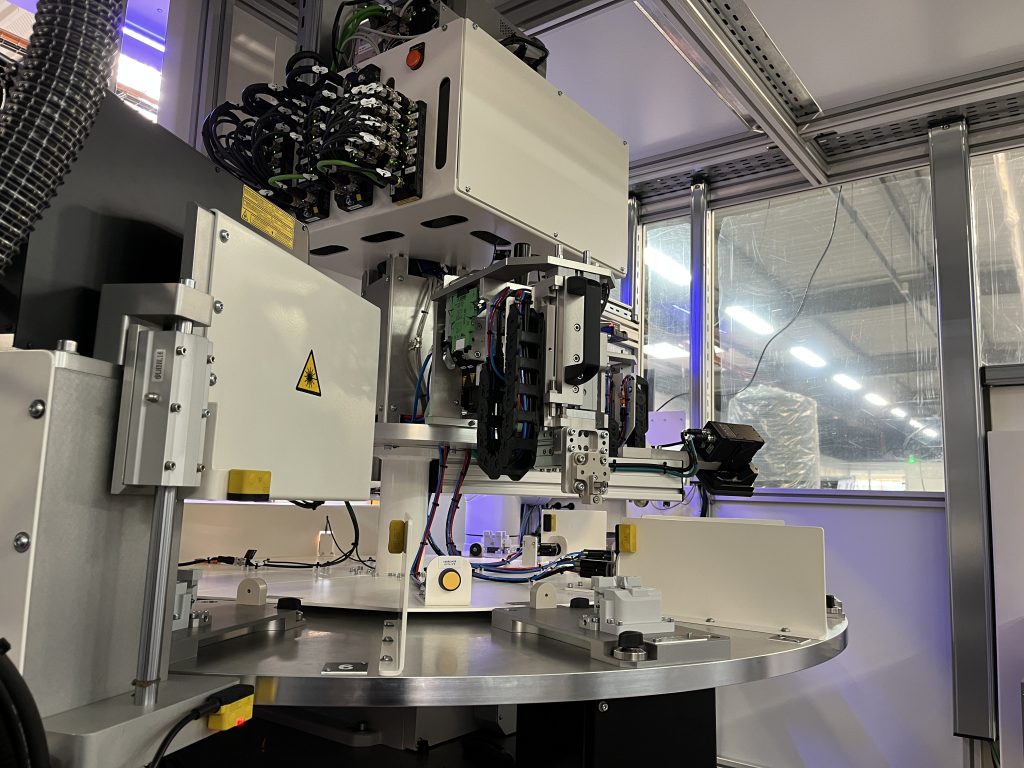
Position 7 / Marquage Laser:
La traçabilité des produits est assurée par un graveur laser Keyence MD-X2000-H.
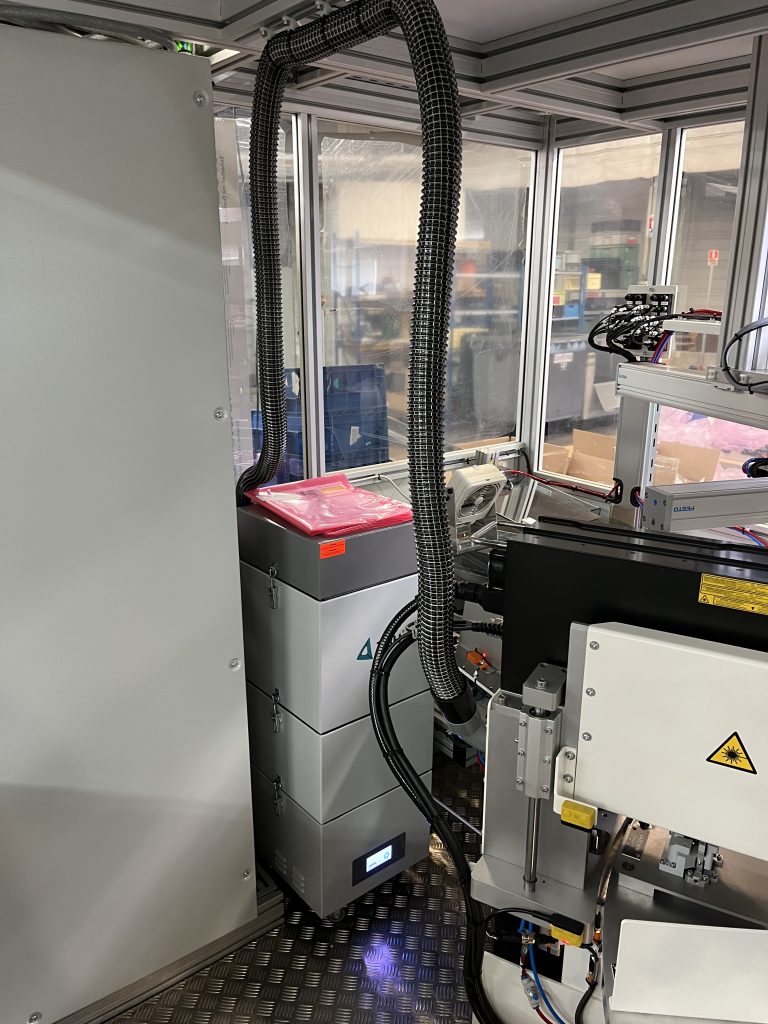
La sécuritéest garantie par une cloche escamotable équipée d’un interrupteur Sick STR1 et d’un système d’aspiration TBH – BF 200 R qui élimine les particules de gravure.
Grâce au suivi en Z, le laser s’adapte automatiquement à l’épaisseur des produits, simplifiant les changements de référence et les réglages.
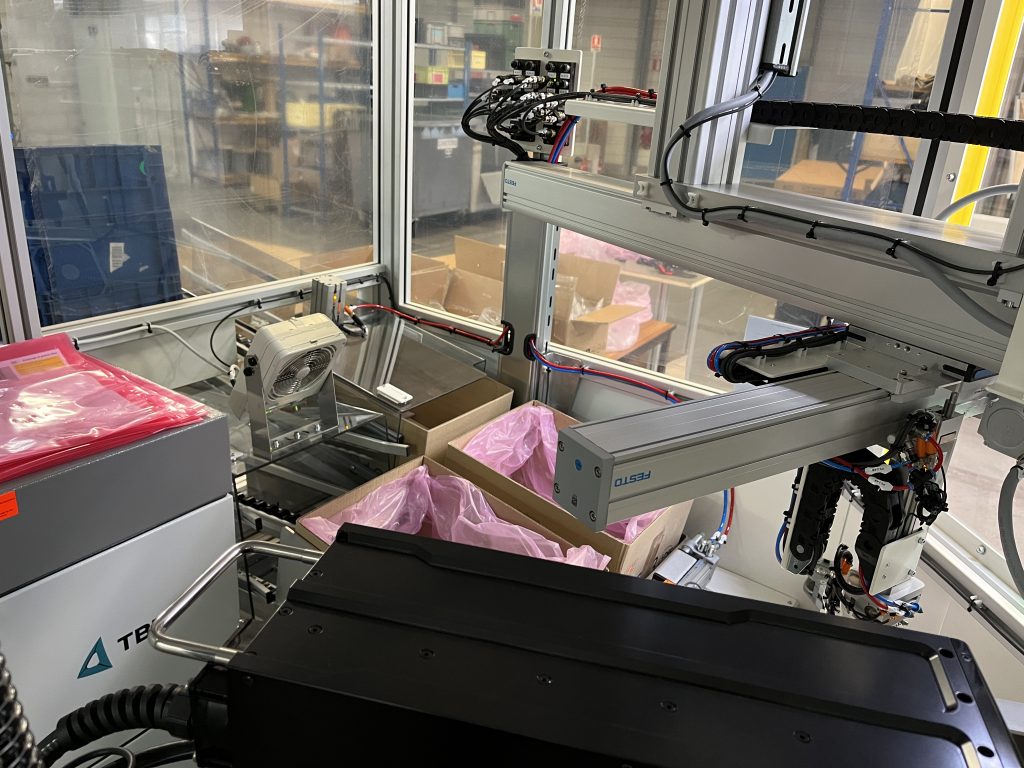
Position 8 / Evacuation :
L’évacuationdes produits finis est automatisée via un manipulateur 3 axesFesto équipé d’une pince adaptable à toutes les références client.
Le Pick & Place hybride, piloté par automate, dépose les produits dans différenteszones selonle type de contenant.
Les gravitairesassurent un stockage automatisé et sécurisé, offrant jusqu’à 8 heures d’autonomie et garantissant la qualité et la continuité de la production
L’ensemble de ces éléments sont mis en œuvre par un automateSiemens et une IHM surpanel PC avec unRun Time. Cet équipement est un hybride dans le sens où nous avons intégré un PC avec notre séquenceur EasyTest pour la communication produit. Celui-ci est esclave de l’automate ce qui permet d’avoir la robustessede l’automate tout en bénéficiant de la puissance d’EasyTest pour la communication LINet la gestion des ressources de test.
Armoire électrique automate
Distribution entrées sorties Avant
Distribution entrées sorties Arrière
La cellule a été conçue pour faciliter la maintenabilité et l’accessibilité: une grande porte sécurisée et un plancher intégral permettent un accès aisé aux éléments critiques.
Les outilssupérieurs sontstockés à l’intérieur pour simplifier les changements de production, tandis que l’architecture et le câblage, centralisés via un boîtier de dérivation et des répartiteurs I/O Link, assurent lisibilité et intervention rapide.
L’alimentation CPX400 et le multimètre AGILENT sont positionnés pour garantir fiabilité des mesures tout en restant accessibles Avec un temps de cycle de 5s, une autonomie de 4h, le tout contenu dans un espace de 4m x 2.5m et pas moins de 8 références de produits, cette machine répond aux besoins de notre client.
Cellule d’assemblage automatisée avec approvisionnement en bacs
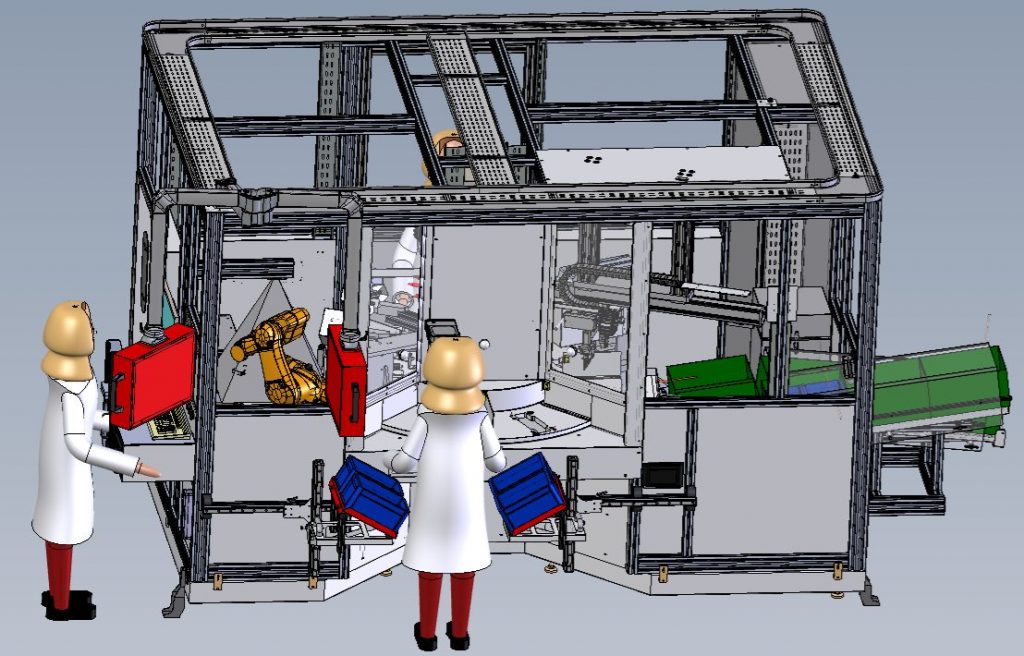
Pour l’un de nos clients dans le secteur automobile, nous avons développé une cellule d’assemblage automatisée.
Cette cellule est composée de :
5 Systèmes d’approvisionnement pour les pièces primaires.
Un Poste d’assemblage
Un Plateau tournant quatre positions :
Position 1 : Poste opérateur, chargement de 2 pièces primaires.
Position 2 : Chargement par robot R1.
Position 3 : Chargement par robot R2.
Position 4 : Assemblage produit fini par robot R3.
Un Ensemble de grille de sécurité + 2 portes d’accès maintenance.
Vue de la cellule coté opérateur
Vue de la cellule coté approvisionnement
Cette cellule permet le stockage, l’approvisionnement et l’assemblage automatique de 7 pièces primaires.
Atouts de cet ilot :
Autonomie : avec ses 5 systèmes d’approvisionnement compacts, la cellule est capable de stocker et distribuer 5 composants volumineux pendant 1 heure.
Automatisation : avec son plateau tournant 4 positions, ses 3 robots, sa visseuse et le module électrique de clipsage, la cellule assemble 7 composants en automatique.
Maintenabilité : 2 grandes portes donnent accès à l’ensemble des éléments intérieurs. Les chemins de câbles, les répartiteurs I/O Link et l’agencement de l’armoire permettent une grande visibilité et facilité d’intervention.
Flexibilité / évolutivité : l’architecture mécanique et hardware permet de facilement modifier l’ilot actuel ou de réutiliser les modules séparément.
Durabilité : la conception flexible de cet ilot, la minimisation de l’outillage et le choix des technologies permettent d’optimiser le retour sur investissement, l’impact carbone, le taux et la durée d’utilisation du moyen.
Cette conception répond aux enjeux et aux contraintes de volume des pièces primaires, d’encombrement restreint, d’autonomie de la cellule, d’ergonomie du personnel, de maintenance et de conducteur de ligne.
Automatisme, robotique, système de contrôle par vision, contrôle laser 3D, synchronisation d’axe électrique, ergonomie mécanique, et bien d’autres.
Elle s’articule sur 4 zones permettant respectivement l’approvisionnement des produits, l’assemblage, le contrôle des produits et le packaging en alvéoles.
Ligne avec convoyeur à tapis.
De quoi s’agit-il ?
Cette ligne est le reflet du savoir-faire du GECoE : automatisme, robotique, système de contrôle par vision, contrôle laser 3D, synchronisation d’axe électrique, ergonomie mécanique, et bien d’autres. Elle s’articule sur 4 zones permettant respectivement l’approvisionnement des produits, l’assemblage, le contrôle des produits et le packaging.
Qu’est-ce qu’elle vous apporte ?
Toute automatisée, cette ligne permet de s’affranchir des limites humaines, et des pénibilités de mouvements répétitifs. Optimisation, temps de cycle, ergonomie ont été les mots d’ordres pour réaliser cette ligne.
Nous proposons l’étude, la conception et la réalisation de lignes complètes. L’exemple de CID (Central Information Display / Afficheur Central d’Information)
De quoi s’agit-il ?
C’est une ligne d’assemblage et de contrôle entièrement automatisée permettant de produire des CID et d’effectuer tous les tests nécessaires à leurs bons fonctionnements.
Pour qui et pourquoi ?
Cette ligne a été réalisée pour un client dans le domaine de l’automobile afin d’assembler différentes références de produits sur une même ligne sans l’extraire de son support. Cette ligne a été si bien accueillie qu’elle fut quadruplée afin de permettre une grande efficacité de production.
Avantages :
Flexibilité
Programmation
Ajout de nouvelles références
Circuit fermé
Protection du produit sur toute la ligne
Son prédécesseur est une ligne semi-automatisée réalisée en 2015. Elle proposait déjà l’assemblage et le contrôle de CIDs avec le moins de manipulation humaine possible.
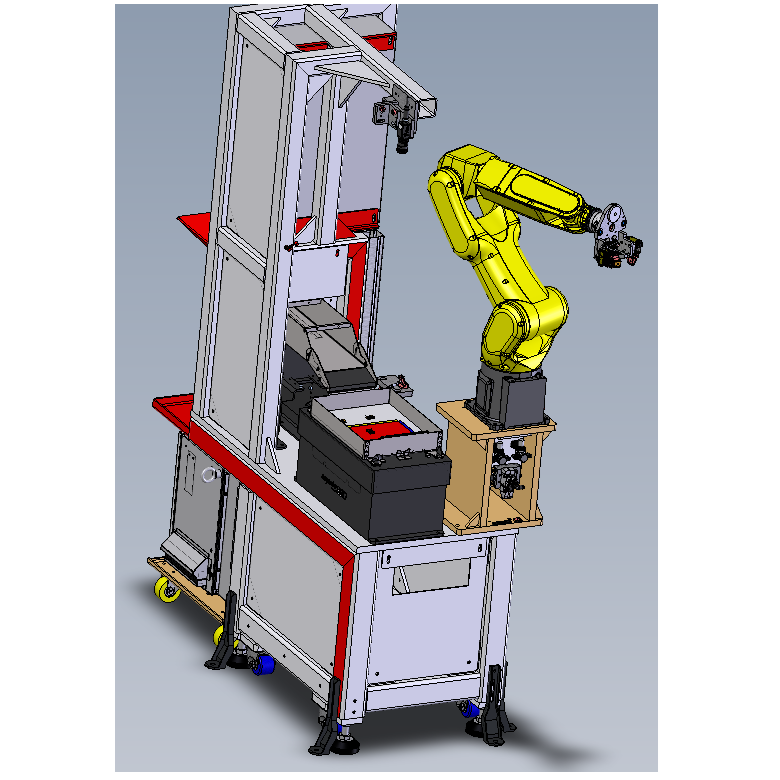
Alimentation automatique de machine de gravage laser.
De quoi s’agit-il ?
Notre client, nous a demandé de robotiser un poste de gravage laser manuel initialement chargé par un robot à un seul préhenseur et conditionnant les produits dans une seule alvéole de 9 placements. Nous avons donc doublé la capacité de la machine déjà installée en créant 2 chargements robotisés avec des « cobots » (robots collaboratifs). Nous avons aussi opté pour un préhenseur à 2 outils ainsi qu’à l’utilisation de 2 alvéoles de conditionnement par robot.
Quels sont ses avantages?
Le temps de cycle sur cette machine est passée de 22 sec à 13,7 sec. De plus, les 2 alvéoles par robot permettent de diminuer les fréquences d’intervention par les opérateurs. Nous avons donc globalement optimisé cette étape de la production afin d’améliorer la productivité de notre client.
But : Alimenter des arbres pleins sur une redresseuse automatique Galdabini puis conditionner ces pièces en Kolox ou benne Sameto en sortie d’opération de redressage.
Le GECOE a proposé la solution suivante :
La cellule d’automatisation redresseuse Galdabini doit permettre le transfert d’arbre de transmission depuis la machine de traitement SAET vers la redresseuse Galdabini au travers d’un convoyeur puis d’un manipulateur à pince. Après l’opération de redressage par la Galdabini, la cellule assurera l’accumulation puis l’évacuation de ces arbres vers des Kolox ou bennes Sameto au travers d’un manipulateur à aimant.
Machine de conditionnement automatisée et robotisée.
De quoi s’agit-il ?
D’une cellule automatisée permettant à l’aide d’un robot Yaskawa de charger les PCB un par un, provenant de la détoureuse, d’effectuer leurs traçabilités par ITAC et de les conditionner dans des alvéoles, elle-même empilées. Et enfin de mettre ces alvéoles pleines dans un carton.
Les résultats obtenus ?
Le temps de cycle demandé par le client pour les petites cartes devant être inferieur à 3s, nous avons atteint, en réalité, un temps de cycle de 2.2s.
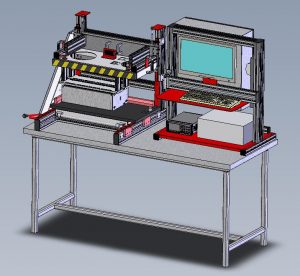
Nous avons développé pour un équipementier automobile des machines de tests. Ces machines permettent de tester la conformité électrique et les caractéristiques mécaniques des produits suite à leur assemblage.
Sur un plateau tournant électrique et automatique, l’opérateur place et connecte le produit à tester.
Celui-ci passe ensuite en deuxième position pour être soumis à des tests électriques.
Ensuite, en troisième position, le produit est automatiquement mis en place sur unberceau de test vibratoire. A cette position il est alimenté électriquement (courants forts) pour sa mise en rotation. Durant le test, nous mesurons savitesse de rotation avec un capteur de vitesse, son comportement électrique avec un multimètre et son comportement mécanique avec une vibromètre laser. Ces tests ont pour objectif de vérifier la conformité électrique et mécanique des produits assemblés.
Enfin, après ce test, le produit passe en dernière position pour être marqué par un marqueur laser. Le marquage est effectué en fonction des tests et de la traçabilité. La machine communique avec le système de traçabilité afin d’échanger les données nécessaires à la production.
L’ensemble des 4 positions du plateau tournant sont alimentées par un collecteur tournant. Ce collecteur permet de garantir la qualité de connexion mais aussi d’optimiser le temps de cycle. En effet, cela permet entre autre, d’alimenter et de démarrer le produit pendant la rotation du plateau tournant et de démarrer les tests sans attente.
Avec un temps de cycle de 20 secondes, 4 positionsde travail en parallèles, un design très compact et une conception orientée vers la précision et la robustesse, cette machine répond aux besoins de notre client.
Ligne de conditionnement pour un client travaillant dans le médical.
Nous avons développé pour un fabricant de produits médicaux une ligne de conditionnement. Cette ligne permet la mise en coffret carton de perfusions et leur préparation pour l’expédition avec les enjeux suivants :
Gestion des flux et de la traçabilité : Nous avons mis en place un suivi en temps réel des matières d’œuvre, par l’utilisation de lecteurs de code (Keyence) couplé à la gestion automatisme (gestion des états posages) et sa Supervision sur l’interface Homme/Machine (Siemens) afin de garantir lamaîtrise du process.
Conformité des coffrets : chaque fonction critique, que nous avons intégrée (dépose d’étiquettes, de témoins de stérilisation, et de notices), est contrôlée pendant le process par la mise en place de capteurs de vision (Baumer), de capteurs de contraste (Keyence) et de lecteurs de codes.
Cadence : afin de respecter la cadence d’entrée des produits (3.5s) et de répondre aux variations de positionnement, nous avons mis en place un robot type scara (Staubli) équipé d’un préhenseur dédié et couplé à un système de tracking (Cognex) pour effectuer la prise dynamique des produits.
Intégrité du produit: l’agencement des perfusions dans les coffrets carton étant un procédé crucial pour l’intégrité du produit, nous avons développé avec le client un système spécifique de remplissage par tiroirs.
Flexibilité : l’ensemble de la conception de la ligne est orienté flexibilité avec notamment un asservissement du remplissage par capteur de distance laser (IFM), un système de convoyage modulaire (Interroll), une gestion automatisme spécifique (Siemens) et une conception hardware évolutive (Profinet, IO Link).
Sécurité : les fonctions de flexibilité et de sécurité sont assurées par l’intégration d’un programme de sécurité et d’entrées /sorties déportées en réseau (Profisafe).
A terme, cette ligne de conditionnement sera étendue avec l’ajout de deux ilôts de packaging supplémentaires. Par l’intégration de machines extérieures et une conception orientée vers la flexibilité et la maintenabilité, cette ligne répond aux enjeux de ce projet.
De quoi s’agit-il ? Le projet est une ligne dédiée à l’assemblage et test de tableaux de bord pour équiper les scooters sur le marché brésilien. Cette ligne se compose de 5 stations manuelles et 1 station de test. Elle a été réalisée et installée en 4 mois au Brésil avec un temps de cycle de 120sec.
Qu’est-ce qu’elle vous apporte ? L’objectif était de construire une ligne simple avec un coût d’investissement réduit. Nous avons dû limiter les coûts avec des solutions innovantes (1 PC pour 3 stations grâce à EasyTest, détection pièce par camera objet, paralléliser les tâches projets).
De quoi s’agit-il ? Ce projet HUD consiste en une ligne dédiée à l’assemblage et le test de HUD (Head Up Display / Vision tête Haute) pour équiper les voitures sur le marché japonais et chinois. Cette ligne se compose de 4 stations manuelles d’assemblage, 1 station de vissage automatique et 3 stations de test semi-automatique.
Qu’est-ce qu’elle vous apporte ? Le GECOE étant le leader sur le marché de l’assemblage de la calibration et test des HUD, notre expertise ne vous fera pas défaut.
De quoi s’agit-il ? Nous avons développé pour un équipementier automobile une machine permettant l’assemblage de 4 phases d’un produit électronique à haute criticité technique. Sur un plateau tournant électrique et automatique, l’opérateur effectue deux opérations d’assemblage manuelles pendant que deux visseuses robotisées contrôlent l’assemblage final.
Qu’est-ce qu’elle vous apporte ? Avec un temps de cycle de 11 secondes, un design compact (seulement 850mm de large pour 1200 mm de profondeur) et une conception orientée vers l’ergonomie et la maintenabilité, cette machine apporte rapidité, ergonomie et sécurité à vos productions.
Le projet fait partie d’une ligne dédiée à l’assemblage et de test des TFT 10.2’ pour équiper la Gamme S des véhicules Daimler. Cette ligne installée au Portugal se compose de 10 stations dont 4 gérées en automatique dans une cellule robotisée de test.
Les TFT testés sous température contrôlée, sont ensuite orientés sur les convoyeurs bon ou mauvais. Nous avons développé pour cette application une technologie de préhension par le TFT sans altération de la vitre, le temps de cycle de cette altération de 60sec.
De quoi s’agit-il ? Cette ligne de conditionnement allie des systèmes automatisés, robotisés et des postes de conditionnements manuels avec des contrôles automatiques. La ligne prend en compte l’approvisionnement des produits, le transit par robot 4 axe des produits vers les postes manuels de conditionnement, le contrôle et l’étiquetage des boites pour finir sur la palettisation des boites.
Qu’est-ce qu’elle vous apporte ? Conçu pour le domaine médical, la ligne est conçue pour respecter l’intégrité des produits tout en proposant un temps de cycle court et un conditionnement complet avec respect de la traçabilité.
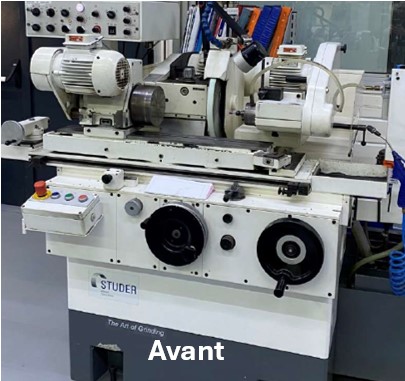
Notre partenaire spécialiste en sécurité machine PILZ nous a consulté pour mettre en conformité une rectifieuse Studer.
Notre mission était d’étudier une protection mobile pour l’opérateur afin de prévenir des dangers associés aux rotations du mandrin, puis d’ajouter une nouvelle armoire électrique intégrant un automate et les composants de sécurité.
L’analyse des risques, les concepts de sécurité et la validation ont été réalisés par PILZ.
Les actions menées :
Analyse des moyens sécurités, étude électrique et réalisation d’une nouvelle armoire électrique.
Etude et validation du design protecteur grâce à un chantier carton.
Intégration des modifications sur la rectifieuse chez le client.
Elaboration du dossier complet contenant les nouveaux plans électriques et mécaniques.
A savoir :
Le GECOE peut aussi réaliser des prestations en automatisme, robotique et test.
Pour l’un de nos clients dans le secteur automobile, nous avons développé une machine d’assemblage et de contrôle automatisée.
Cette machine permet l’approvisionnement et l’assemblage automatique, le contrôle process, le contrôle produit, le marquage laser et le conditionnement de modules électroniques.
Un poste opérateur permet une interaction en toute sécurité avec l’opérateur.
Notre client a plusieurs enjeux : nombre de référencesà produire, temps de cycle, contrôle process, contrôle produit, traçabilité, autonomie et coût d’industrialisation.Nous avons donc développé une machine d’assemblage articulée autour d’un plateau tournant 8 positions.
Position 1 et 2 / chargement boîtier :
Le poste de travail permet un approvisionnement manuel rapide des boîtiers (5s/produit) avec assistance au positionnement via un capteur laser Keyence IL100 et un posage dédié pour maintenir la cadence.
Un éclairage LED RGB informel’opérateur du statut machine.
Enfin, la sécurité et l’ergonomiesont assuréespar une barrièreimmatérielle Keyence GL offrant une large zone de travail.
Position 3 / assemblage PCB :
L’approvisionnement des PCB est fait via un Quasys JTF2 plus, garantissant une production continue et sécurisée.
Un capteur de vision Keyence IV3 contrôle le remplissage des plateaux sans perte de temps de cycle.
Le robot Staubli TX2-60 avec sa pince Schunk EGK25 assure le Pick & Placerapide et adaptable.
Enfin, deux systèmes de vision Keyence VS-L 160MX réalisent les contrôles produits et process.
Position 4 / fermeture produit :
Les boîtiers plastiques sont fermés et clipsés à l’aide d’outils spécifiques conçus pour le client.
La conformité de la fermeture est ensuite vérifiée par deux systèmes de vision Keyence VS-L 160MX exploitant des outils d’IApour contrôler plusieurs zones critiques du produit.
Position 5 / poste libre :
Une position libre a été intégrée pour anticiper un futur contrôle optique (coordonnées chromatiques et flux) nécessitant alimentation, pilotage et mesure via spectromètre.
Elle est équipée d’un changeur d’outils Schunk SW précâblé et d’une platine de fixation facilitant l’ajout de matériel.
Cette conception garantit l’évolutivité du postetout en utilisant un plateau tournant standard.
Position 6 / Test :
La conformité des produits est vérifiée par un système de visionKeyence VS-L 500MX avec éclairage coaxial.
Le contrôle fonctionnel s’effectue via un connecteur cloche relié à une passerelle LIN NI USB-8506 et au séquenceur EasyTest, assurant le testet la communicationavec le produit.
Position 7 / Marquage Laser:
La traçabilité des produits est assurée par un graveur laser Keyence MD-X2000-H.
La sécuritéest garantie par une cloche escamotable équipée d’un interrupteur Sick STR1 et d’un système d’aspiration TBH – BF 200 R qui élimine les particules de gravure.
Grâce au suivi en Z, le laser s’adapte automatiquement à l’épaisseur des produits, simplifiant les changements de référence et les réglages.
Position 8 / Evacuation :
L’évacuationdes produits finis est automatisée via un manipulateur 3 axesFesto équipé d’une pince adaptable à toutes les références client.
Le Pick & Place hybride, piloté par automate, dépose les produits dans différenteszones selonle type de contenant.
Les gravitairesassurent un stockage automatisé et sécurisé, offrant jusqu’à 8 heures d’autonomie et garantissant la qualité et la continuité de la production
L’ensemble de ces éléments sont mis en œuvre par un automateSiemens et une IHM surpanel PC avec unRun Time. Cet équipement est un hybride dans le sens où nous avons intégré un PC avec notre séquenceur EasyTest pour la communication produit. Celui-ci est esclave de l’automate ce qui permet d’avoir la robustessede l’automate tout en bénéficiant de la puissance d’EasyTest pour la communication LINet la gestion des ressources de test.
Armoire électrique automate
Distribution entrées sorties Avant
Distribution entrées sorties Arrière
La cellule a été conçue pour faciliter la maintenabilité et l’accessibilité: une grande porte sécurisée et un plancher intégral permettent un accès aisé aux éléments critiques.
Les outilssupérieurs sontstockés à l’intérieur pour simplifier les changements de production, tandis que l’architecture et le câblage, centralisés via un boîtier de dérivation et des répartiteurs I/O Link, assurent lisibilité et intervention rapide.
L’alimentation CPX400 et le multimètre AGILENT sont positionnés pour garantir fiabilité des mesures tout en restant accessibles Avec un temps de cycle de 5s, une autonomie de 4h, le tout contenu dans un espace de 4m x 2.5m et pas moins de 8 références de produits, cette machine répond aux besoins de notre client.
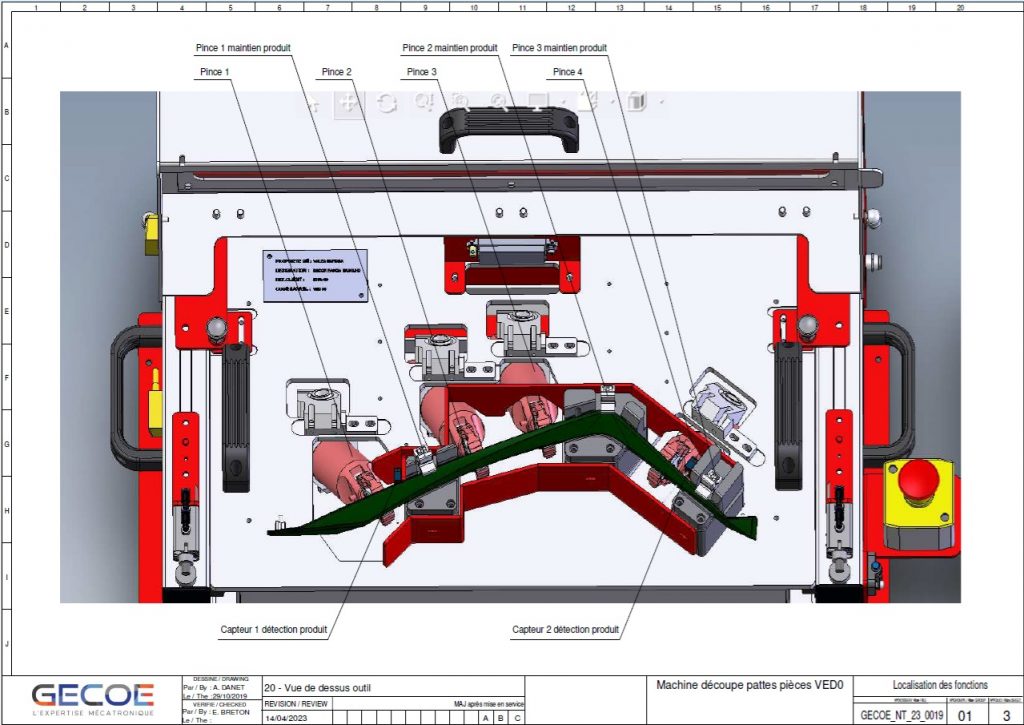
Ce projet consiste à rétrofiter, d’un point de vue automatisme, la presse de dégrappage individuelle de marque Soddim
Les instructions à respecter :
Machine 100% fonctionnelle d’un point de vue mécanique, matériel et logiciel
Programmation automate et IHM suivant nos standards de programmation (Automatisme Siemens et IHM sous TIA Portal V15.1).
Respect des recommandations et du process actuel.
Suivi du planning et validations techniques conjointes en boucles courtes.
Pré-étude / architecture
A partir des solutions techniques et de la liste des entrées/sorties, c’est-à-dire l’ensemble des actionneurs, pré-actionneurs et capteurs du projet, ainsi qu’avec l’aide du GANTT et du GEMMA, nous écrivons le « Descriptif de fonctionnement (Notice technique) » qui décrit le fonctionnement des différents éléments et de la cellule.
Ce document est le document de référence automatisme permettant d’établir les grafcets. Il contient aussi le « Descriptif IHM (Liste des pages et contenu) ».
Ainsi nous pouvons définir ensemble le fonctionnement, le pilotage ainsi que les modes de réactions de la cellule.
Cellule d’assemblage automatisée avec approvisionnement en bacs
Pour l’un de nos clients dans le secteur automobile, nous avons développé une cellule d’assemblage automatisée.
Cette cellule est composée de :
5 Systèmes d’approvisionnement pour les pièces primaires.
Un Poste d’assemblage
Un Plateau tournant quatre positions :
Position 1 : Poste opérateur, chargement de 2 pièces primaires.
Position 2 : Chargement par robot R1.
Position 3 : Chargement par robot R2.
Position 4 : Assemblage produit fini par robot R3.
Un Ensemble de grille de sécurité + 2 portes d’accès maintenance.
Vue de la cellule coté opérateur
Vue de la cellule coté approvisionnement
Cette cellule permet le stockage, l’approvisionnement et l’assemblage automatique de 7 pièces primaires.
Atouts de cet ilot :
Autonomie : avec ses 5 systèmes d’approvisionnement compacts, la cellule est capable de stocker et distribuer 5 composants volumineux pendant 1 heure.
Automatisation : avec son plateau tournant 4 positions, ses 3 robots, sa visseuse et le module électrique de clipsage, la cellule assemble 7 composants en automatique.
Maintenabilité : 2 grandes portes donnent accès à l’ensemble des éléments intérieurs. Les chemins de câbles, les répartiteurs I/O Link et l’agencement de l’armoire permettent une grande visibilité et facilité d’intervention.
Flexibilité / évolutivité : l’architecture mécanique et hardware permet de facilement modifier l’ilot actuel ou de réutiliser les modules séparément.
Durabilité : la conception flexible de cet ilot, la minimisation de l’outillage et le choix des technologies permettent d’optimiser le retour sur investissement, l’impact carbone, le taux et la durée d’utilisation du moyen.
Cette conception répond aux enjeux et aux contraintes de volume des pièces primaires, d’encombrement restreint, d’autonomie de la cellule, d’ergonomie du personnel, de maintenance et de conducteur de ligne.